























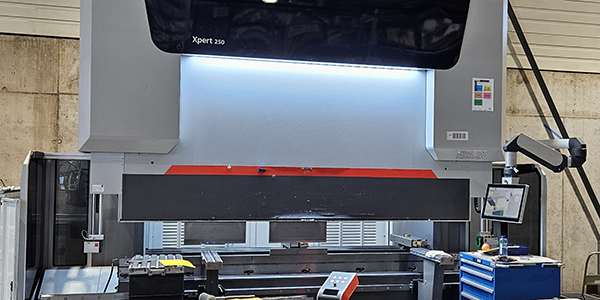
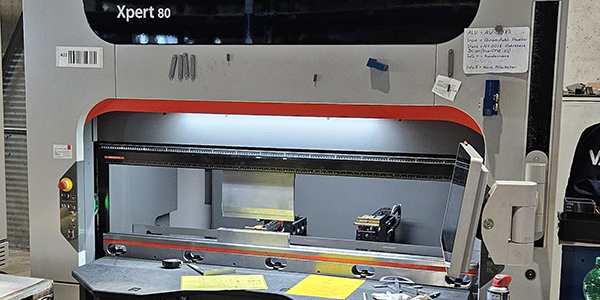



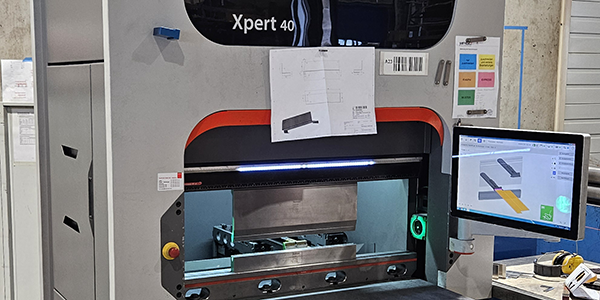

Abkanten

Biegen & Kaltumformen

Einpressen & Nieten

Fräsen & Drehen

Kleben

Laserbeschriften

Lasern

Laserschweissen

Pulverbeschichten

Richten

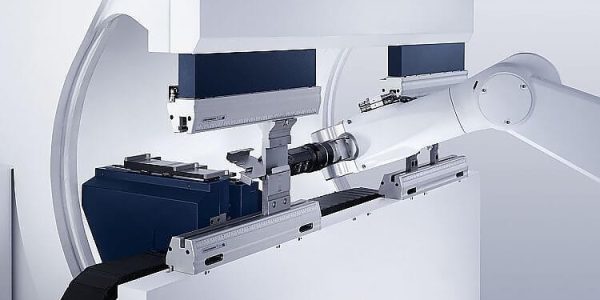
Roboterabkanten

Rohrlasern

Reinigung

Runden

Schleifen & Entgraten

Schweissen

Stanzen & Laser-Kombi


